DENEEN LOAD COMPENSATION FOR ERW PIPE MILLS
Benefits
- Reduce unwanted tensions and compressions induced on your tube product between stands during the forming and sizing process for improved quality control.
- Eliminate unwanted non-elastic deformation (stretch) of your tube product, especially in lighter-wall tubing production applications.
- Save money on reduced roll wear through less stand-to-stand “fighting”.
- Save money on reduced energy consumption, typically 3-6% of your total mill drive consumption. Break-even payoff of system cost averages to be about 1 year due to energy savings alone. Your company may qualify for a government “green” program rebate.
- Save money on reduced mechanical drive train wear.
- Improve production uptime by reducing broken butt welds in your mill due to improper and excessively “stiff” load sharing between stands. Our system compensates the load sharing based on the product diameter that is being run.
Simplify your roll root diameter management system: - Precise roll root diameter system-entry is not necessary – roll diameters need not be identical, even for stands within the same section, and mismatched roots are automatically compensated for, up to a 10% variation of each other.
- Rolls may be ground individually, and do not need to be ground as a set.
- Break-even point for system implementation, considering reduced energy consumption, roll wear, and mechanical drive wear (bearings, gearboxes, etc) is approximately 4 months. Production savings due to reduction of buttweld breakage and reduction of quality problems are not included in this assessment.
Process Description
This system is a software and hardware package that integrates with your existing pipe mill's PLC and drive system to provide automatic compensation of the individual stands’ operating setpoints for the purpose of eliminating unwanted compression or tension between stands as a result of the no-slip point of the steel on the work roll differing from stand to stand. The system also compensates for varying roll grind diameters between neighboring rolls.
The Deneen Compensation System control resides in a stand-alone industrially hardened controller, separate from the PLC, eliminating any concerns of maintenance complication with your existing hardware and software control system. Communication to your existing PLC and drives is accomplished via a single cable. Communication can be accomplished via Ethernet, Profibus, ControlNet, Modbus, DeviceNet, Interbus-S, or any other industry-standard protocols that your PLC system may currently be based upon.
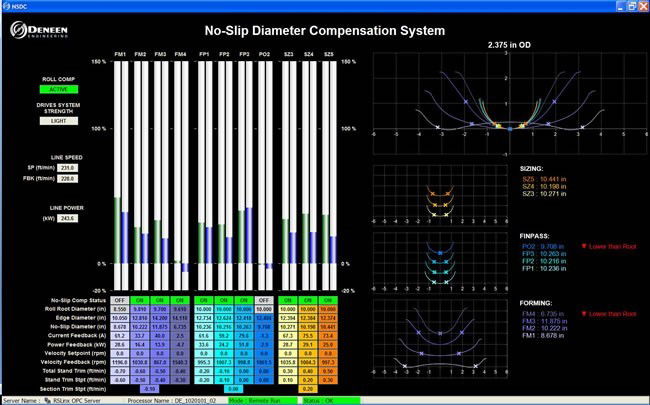
The data is displayed on a large 42 in. flat-panel screen to be mounted to a wall or vertical support near the Welder area.
There is very little interaction required by the operating personnel. After a roll change is completed, or an adjustment is made to the force on a roll stand, the operator pushes a button to initiate the no-slip diameter compensation calculations while the mill is running. After four consecutive running-average data collections and automatic reference modifications, the system arrives at the optimal drive control setpoints for each stand. At this moment, usually a very obvious redistribution can be observed in the loading of each drive motor (unwanted stand “fighting” has been reduced). The operator may adjust his traditional manual speed trims to induce tension between sections, if desired. The key objective of the system is to remove compressions and tensions that are the result of varying stand-to-stand no-slip diameters and roll grind diameters, so that the operator has a baseline at which he can adjust tension manually and always know he is adjusting the stand to have approximately the same tension as the last time the same product had been run.
The operating personnel can select in which stands they want compensation. No data entry is necessary, and the compensation can be switched off at any time. Deneen Load Compensation for ERW Pipe Mills can eliminate the need for manual roll grind data entry.
There is no production downtime necessary for the implementation of the system – implementation requires approximately three days.
This process is only available through Deneen Engineering and is U.S. patent-pending (no. US61/121636 No-Slip Diameter Compensation for the Reduction of Longitudinal Tension and Compression Forces Induced on the Metal in Strip-to-Pipe Cold Forming Mills) and abroad under the Paris Convention.